
联系我们
山东盛世炜烨机械
手 机: 15692371808
电 话: 0531-88275138
邮 箱:507677771@qq.com
地址:山东省济南长清区张夏工业园区

手 机: 15692371808
电 话: 0531-88275138
邮 箱:507677771@qq.com
地址:山东省济南长清区张夏工业园区



产品说明:
根据客户对毛油种类,日加工量大小,油品标准等不同条件需求加工定制,规格大小,精炼罐数量,产品价格不同。
可承接:
1吨-500吨日产大豆、油菜籽、花生、向日葵等压榨精炼生产线
1吨-500吨日产玉米胚芽、花椒、核桃油、米糠油等压榨精炼生产线
1吨-500吨日产茶籽、核桃、杏仁、棉籽、芝麻等压榨精炼生产线
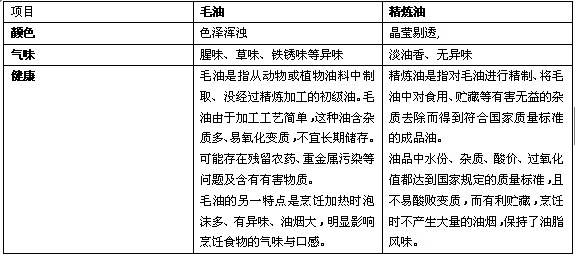
产品优势:通过脱磷、脱色、脱酸、脱臭等流程,可使毛油达到国家国标油质量标准,精炼后成品油色泽清亮,长时间贮存无黏液,不变质,无异味。
精炼油与毛油的区别
米糠油简介:

水稻在加工成大米过程中副产大量的米糠(约7-8%左右),米糠含有14-22%的植物油米糠油,而米糠油中含有42%的亚油酸和40%的亚麻酸等人体必须脂肪酸,是一种营养非常丰富的食用油,长期食用,可降低人体血中胆固醇含量,防止冠心病及动脉血管粥样硬化等疾病。米糠油中还含有2%的谷维素,4%的植物甾醇和15%维生素E。对米糠油进行综合开发,可以得到高级营养米油、维生素E、谷维素、脂肪酸、糠蜡、二十八碳醇、稻米营养素、米糠多糖、米糠蛋白等多种健康食品及药品。
粗米糠油中含有游离脂肪酸、糠蜡、磷脂、蛋白质、色素,作为食用油需要进一步提纯精炼,除去这些杂质。米糠油被称为世界上最难加工的油脂之一,不仅因为其米糠原料粉末度大、淀粉含量高而导致浸出难度大,而且还因其毛油颜色深、酸价高导致成品油得率低。济南悦恒机械经过研究,开发出了一套适合米糠油加工的先进工艺和设备,应用了米糠保鲜、膨化浸出、物理脱色、物理脱酸等工艺,可以加工出符合国家标准的一级稻米油。
小型米糠油工厂简易精炼工艺如下:
粗米糠油→除杂→除蜡→水化→碱炼→水洗→脱水→脱臭→精制米糠油
①除杂——将糠油升温至90℃,用压滤机过滤。
②除蜡——米糠油中蜡含量一般为3%-5%。糠蜡不能被人体吸收,无食用价值,必须除去,以免影响油的质量。
③水化——先将粗米糠油加热至65-70℃,然后在搅拌下加入越等于油量5%的同温度热水,搅拌40-60min,当温度升高到80℃时停止升温,再搅拌25分钟左右,静止4-6小时。
④碱炼——碱炼前先测定粗米糠油的酸价,按下面公式算出加碱量:
固体碱用量(kg)=糠油质量(t) X 酸价 X 0.713
式中,0.713为氢氧化钠与氢氧化钾摩尔质量之比值。
然后配成18~20ºBe的稀碱液,将水化好的米糠油送入碱炼罐,待皂粒明显出现时,通汽升温(1℃/min),自制油与皂粒明显分层,停止升温,终温不 超过80℃,搅拌速度降至40r/min,并加入浓度3%-5%的热盐水,当皂粒呈现灰黑色并已下沉时,停止加盐水,继续搅拌10分钟,静置,待皂脚全部 沉底,油呈现稀糊状时,放出皂脚。在米糠油碱炼时有一个以酸定碱以色定碱经验的数据表,如下表所示:
| 项 目 | 指 标 | |||||
| 色 泽 | 浅黄色 | 褐黄色 | 黑黄色 | |||
| 米糠油酸价/(mgKOH/g) | 8~15 | 15~25 | 8~25 | 15~25 | 8~28 | 15~25 |
| 碱浓度/ºBé | 16~20 | 20~22 | 18~21 | 21~23 | 19~22 | 22~25 |
| 用碱量 | 理论碱量 | 理论碱量 | 超理论碱量0.1%~0.3% | |||
⑤水洗——将碱炼后的米糠油升温至80~94℃,边搅拌边加入油量10%~15%的沸水,再搅拌15分钟,静置1~2小时,如果此时的废水ph值接近7时,即可放掉;若废水经酚酞实验显示仍然显示红色时,则需洗涤,直至酚酞实验结果不显示红色货pH计显示中性为止。
⑥脱水——将油加热至105~110℃,在搅拌下直至油面无泡沫出现为止,脱水后的米糠油含水率应小于0.2%。
⑦脱色——将油加热至95~100℃,边搅拌边加入干燥活性炭或酸性白土。加入量约为米糠油重的2%左右,搅拌0.5小时后,取样观察,如合乎标准,就可以进入下一道工序。否则仍需重复脱色几次,直至油呈黄色、透亮为止。
⑧脱臭——主要是脱除油中氧化物,如酮、醛、游离酸和含硫化合物等,这些物质存在于油中,使油显出特殊的”臭味“,所以应该除去。脱臭通常是在真空状态下 (即60mmHg)通入过热蒸汽,使油温升至220℃以上,处理4~6小时,再将油温降至40~60℃,转入冷却油罐内,自然冷却,即得精制米糠油。
精制米糠油的质量标准是:色泽为橙黄透明,无酸败和异味,水分0.2%以下,杂质0.3%以下,酸价以5mgKLH/g为宜。